板形控制技术是板、带、箔生产中的关键共性技术,备受生产企业和科研工作者所关注。由于板、带、箔生产工序众多,板形质量又受各工序装备、工艺、控制、管理等因素影响,为此,生成机理非常复杂。从上世纪90年代以来,高效轧制国家工程研究中心(以下简称“轧制中心”)紧紧围绕板形的生成机理,在板形质量控制方面做了大量的基础性研究和工程化应用工作,形成了一整套从热轧到冷轧、退火、平整、镀锌等全工序板形控制综合解决方案,取得了显著的效果。
一、综合板形控制技术的研究内容
近些年,轧制中心在综合板形控制技术方面做了如下研究:
轧机工作辊和支持辊辊形技术及综合辊系配置方案
对板形控制中最活跃的因素辊形进行了深入研究,开发的技术如下:变接触支持辊辊形技术VCR,及与CVC/HVC等高次曲线工作辊匹配的VCR+技术;具有强大凸度控制能力的高效变凸度工作辊辊形技术HVC;用于解决不锈钢高次浪形的中部变凸度工作辊辊形技术MVC;用于硅钢边部板形控制的非对称辊形技术ATR和EVC技术等;同时研究了从全工序角度对辊系进行综合优化配置。
热轧和冷轧全套高精度板形控制模型
开发了具有自主知识产权的全套板形控制系统,包含在过程自动化L2实现的板形设定计算模型、板形自学习模型、板形评价模型,在基础自动化实现的板形保持模型、凸度反馈模型、平坦度反馈模型、板形板厚解耦模型和轧后冷却平坦度补偿模型、动态分段冷却控制模型等,可实现高精度的板形自动控制。
高品质用钢的全流程板形控制技术
基于板形在各个工序之间的遗传关系以及工序间板形控制能力的协调匹配,开发了包含热轧卷亮带控制技术、冷轧基板起筋控制技术、硅钢横向厚差控制技术等,从全流程角度以工序最低成本为目标解决板形质量缺陷。
板形在线过程工艺监控及质量判定
通过建立在线过程质量和工艺平台,实时对板形质量进行预警及质量判定,并对判定结果进行自动封锁和后处理。同时,通过数据驱动技术,可实现对大量板形质量异议的离线分析并进行工艺和控制改进。
二、可工程推广的板形控制成果
通过对综合板形控制技术进行研究,形成了一批可进行工程推广的板形控制成果,能为钢铁和有色企业实现高精度、低风险、高产出的板形质量控制。
(1)钢铁和有色领域热连轧板形综合控制系统。包括变接触支持辊技术、高效变凸度工作辊技术、非对称工作辊技术、成套板形控制模型等。
(2)钢铁和有色领域冷轧板形综合控制系统。包括变接触支持辊技术、高效变凸度工作辊技术、边部变凸度工作辊技术、成套板形控制模型等。
(3)中厚板轧制板形控制技术。包括变接触支持辊技术、边部变凸度工作辊技术、成套板形控制模型等。
(4)高品质用钢的全流程板形质量控制技术。包括横向厚差控制技术、起筋控制技术、高次浪形控制技术等。
(5)板形质量在线监控和判定技术。包括规则库的建立、多目标评价方法、过程参数预警、质量综合判定等。
(6)板形质量异议研究及对策。包括基于质量异议的数据挖掘技术、在线板形质量判定系统、综合对策等。
(7)板带轧制过程残余应力减量化技术。包括轧后冷却温度场预测技术、温度相变应力多场耦合模型、冷却工艺制度模型等。
(8)钢铁和有色领域热轧冷轧全工序板形控制技术培训。包括辊形技术、控制模型、现场工艺、质量分析等。
三、板形方面工程化应用
从上世纪末开始,轧制中心不断和企业合作,进行了大量的板形质量改进和攻关,实现了从理论仿真到辊形设计,再到板形控制系统的开发和全工序板形质量控制的进阶。
截止2017年,在国内超过26家企业的40余条生产线实现了板形控制技术的输出,如图所示。
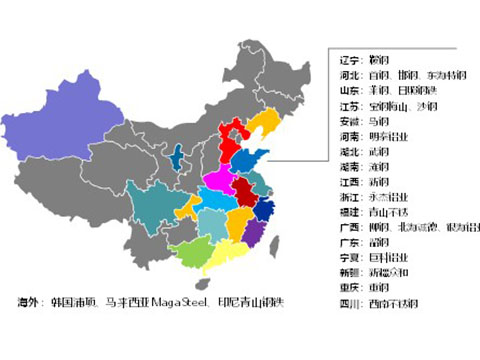
轧制中心板形客户关系
除了提供成套板形控制系统解决方案以外,对于很多企业存在的板形质量问题(控制系统由外方提供)和提出的板形控制需求也积极响应,开展板形项目攻关。

和韩国POSCO在工作辊和支持辊辊形方面开展国际合作
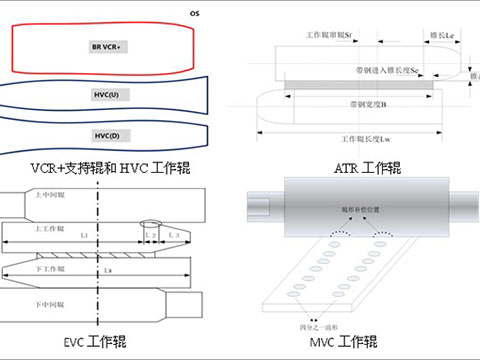
自主研发的多种工作辊和支持辊辊形技术
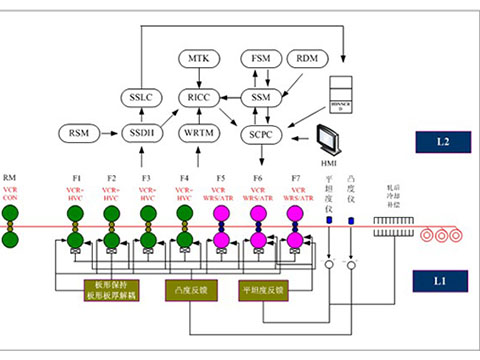
PFEC板形控制系统功能框图

板形控制系统应用于不锈钢热连轧机组

采用PFEC控制系统在银海铝业2850mm轧机生产出板形良好的超宽幅铝卷
