2018年12月17日,由轧制中心承接的包钢CSP加热炉二级系统升级改造项目验收成功!
本项目是包钢薄板厂CSP产线二级协同整体改造中非常重要的一部分。项目实施过程中,轧制中心项目组与来自多个单位的技术专家紧密合作,攻坚克难,最小限度影响生产的同时,圆满的完成了此次改造任务。
包钢薄板厂CSP生产线加热炉改造项目于2017年12月签订合同,2018年4月份完成详细设计和培训,2018年6月开始现场调试。轧制中心克服了原加热炉二级服务器(ALPHA)设备陈旧、复制外围通信及数据接口困难、一级S5-PLC同轴电缆改造为光纤以太网并实现双接口并行技术难度大、与原CPC系统通信由于数据库不兼容、异构导致两系统不能直接通信、新网段影子模式并行等一系列技术难题。2018年10月实现系统一次上线成功,并迅速恢复到改造前产能。
达到的关键技术指标:
系统上线后经过近两个月的精度调试,在现场设备状态良好的工况下,达到以下性能考核指标:
表1 板坯温度预报模型精度
时间 |
与实测值偏差 |
与实测值偏差 |
与实测值偏差 |
<15℃ |
<20℃ |
<30℃ |
2018.11 |
93.32% |
98.99% |
99.95% |
2018.12 |
94.5% |
99.06% |
100.00% |
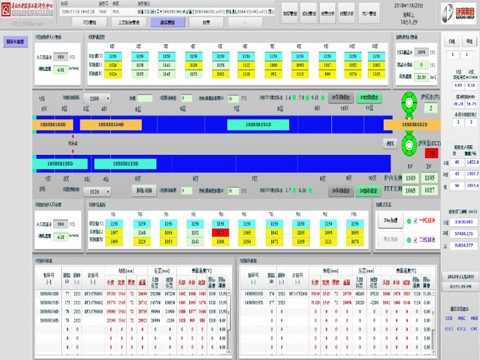
图1 CSP加热炉二级系统主跟踪画面
表2 板坯温度全自动控制模型精度
时间 |
交叉轧制炉间差<15℃ |
交叉轧制炉间差<20℃ |
交叉轧制炉间差<30℃ |
同板差<15℃ |
同板差<20℃ |
同板差<30℃ |
2018.11 |
86.42% |
89.17% |
97.73% |
85.98% |
92.40% |
97.71% |
2018.12 |
83.17% |
86.08% |
97.52% |
82.76% |
90.48% |
96.57% |
验收考核数据表明,系统上线后板温预报模型精度高于原外方设计系统,且稳定性较好,完全满足CSP产线高品质钢材的生产要求。除此之外,经过多年的摸索和实践,成功开发了板坯温度动态控制模型和自学习模型,实际板坯温度控制精度高于人工控制,实现7*24小时无人维护板坯温度控制。
结语:
轧制中心致力于加热炉领域的研究已有十多年的历史,涉及范围广泛,包含热处理炉、隧道炉、蓄热/常规板坯加热炉、方坯加热炉等,拥有成套加热炉解决方案,并结合现场进行设备工艺诊断,定制适合每个加热炉个体的过程控制系统,达到提高产品加热质量、节能降耗的目的。“包钢CSP加热炉二级系统升级改造项目”是继涟钢CSP加热炉、邯钢CSP加热炉、涟钢2250加热炉、马钢CSP加热炉等改造项目之后,又一次新的成功。目前国内已改造的CSP产线加热炉二级系统均由轧制中心完成。
轧制中心圆满完成了此次包钢CSP加热炉二级系统升级改造,是加热炉二级系统及加热炉数学模型成功应用的又一典型案例,通过与项目参与各方的密切合作,轧制中心开发的CSP加热炉二级系统功能逐渐完善,并进行了加热炉设备诊断、能耗分析和管控方面的探索实践,为持续提升板坯加热质量注入了新的动力。本次改造后的加热炉二级系统,必将更好地服务于包钢薄板厂CSP热轧生产线,为包钢拓展产品市场、提高市场竞争力做出新的贡献!
