德龙2680mm高端不锈钢热轧项目是江苏德龙为贯彻国家新材料发展战略,满足市场对高端不锈钢产品日益增长的需求,延伸不锈钢产业链,提高产品档次,扩大产品范围,在溧阳投资兴建的一条世界最大宽幅不锈钢热轧生产线。该产线工艺装备先进,使用了多项自主研发创新成果,填补了国内多项技术空白,在国际上处于领先地位。生产线的控制系统由北京科技大学设计研究院有限公司(以下简称“设计院公司”)承担,系统高度智能化、生产的产品具有质量优异、绿色低耗等诸多优点,各方面均处于领先水平。
德龙2680mm热连轧产线的生产难点在于轧机宽、辊系长径比大、带钢宽度规格多样(从1200mm到2400mm),因此对板形控制能力和控制精度都提出了更高的要求。设计院公司的板形控制系统以全幅宽板形控制为目标,实现对全幅宽断面轮廓和平坦度进行综合控制。其中断面轮廓控制对象除了二次凸度、楔形等常规指标外,还包括局部高点和边部减薄等高要求指标;平坦度控制对象除了中浪和边浪等二次简单浪形外,还包括四分之一浪和边中复合浪等高次复杂浪形。
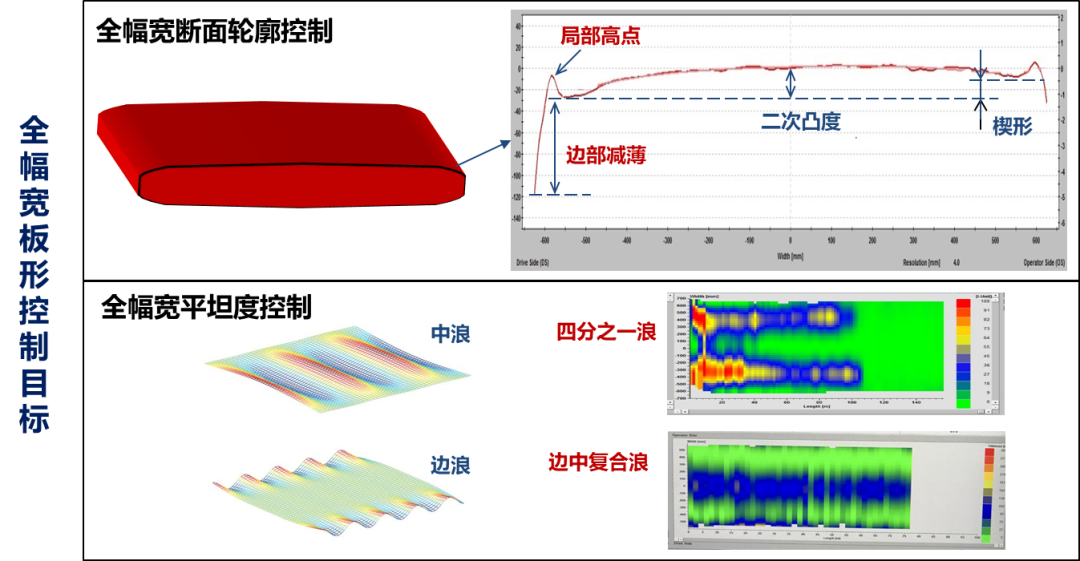
图1 全幅宽板形控制目标
设计院公司根据产线装备特点和产品质量要求,设计出一整套包含VCR/VCR+变接触支持辊辊形、前机架HVC高效变凸度工作辊辊形和末机架MVC混合变凸度工作辊辊形的配置组合,既能满足多规格钢种的生产要求、减轻备辊压力,又能消除不锈钢轧制过程中常见的四分之一浪陷。
1.变接触支持辊辊形技术(VCR/VCR+)
热连轧精轧机组全部采用变接触支持辊辊形技术VCR(Variable Contact-length Backup Roll),可以实现辊间接触长度随轧件宽度变化,减少有害接触区,提高承载辊缝横向刚度,增加轧机对板形干扰因素(包括来料的板形波动和轧制力波动等)的抵抗能力,抑制板形缺陷的产生。同时VCR增加了弯辊力的调控功效,使得轧机能够多快好省地消除板形缺陷,提高轧机的板形控制能力。另外,由于VCR技术改变了支持辊与工作辊辊间的接触状态,对改善支持辊轴向不均匀磨损、延长支持辊的换辊周期乃至增加产量具有非常积极的作用。
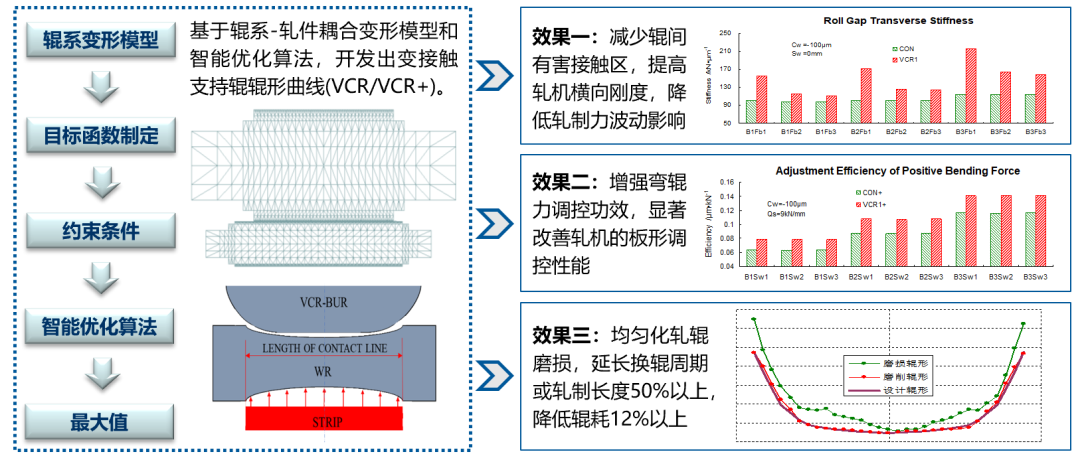
图2 VCR辊形及优点
2.解决窄规格板形调控能力不足的HVC工作辊辊形技术
常规CVC辊形在轧制窄规格板带时板形调控能力不足,而HVC(High-performance Variable Crown)辊形能够实现辊缝凸度调节与板宽成近似线性关系,显著提高了窄规格的板形调控能力,是CVC技术的升级改进。
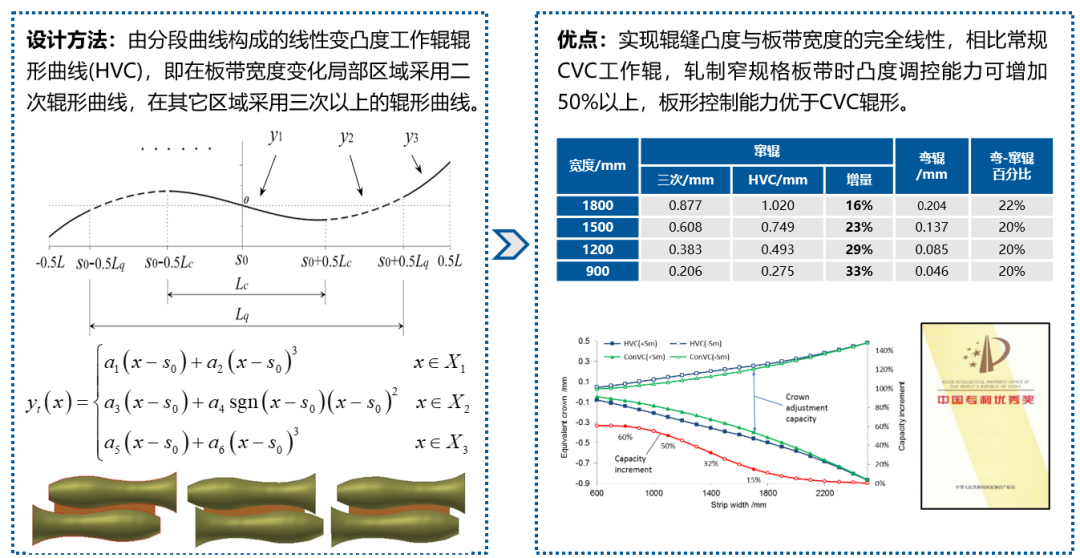
图3 HVC辊形工作原理及优点
3.解决高次浪形的MVC工作辊辊形技术
混合变凸度工作辊辊形MVC(Mixed Variable Crown)主要用于解决不锈钢或高强钢生产时精轧出口板带的四分之一浪形缺陷。通过MVC辊形可以灵活补偿减小局部压下量,显著降低常规辊形及弯辊、窜辊等板形控制手段难以解决的高次浪形缺陷。
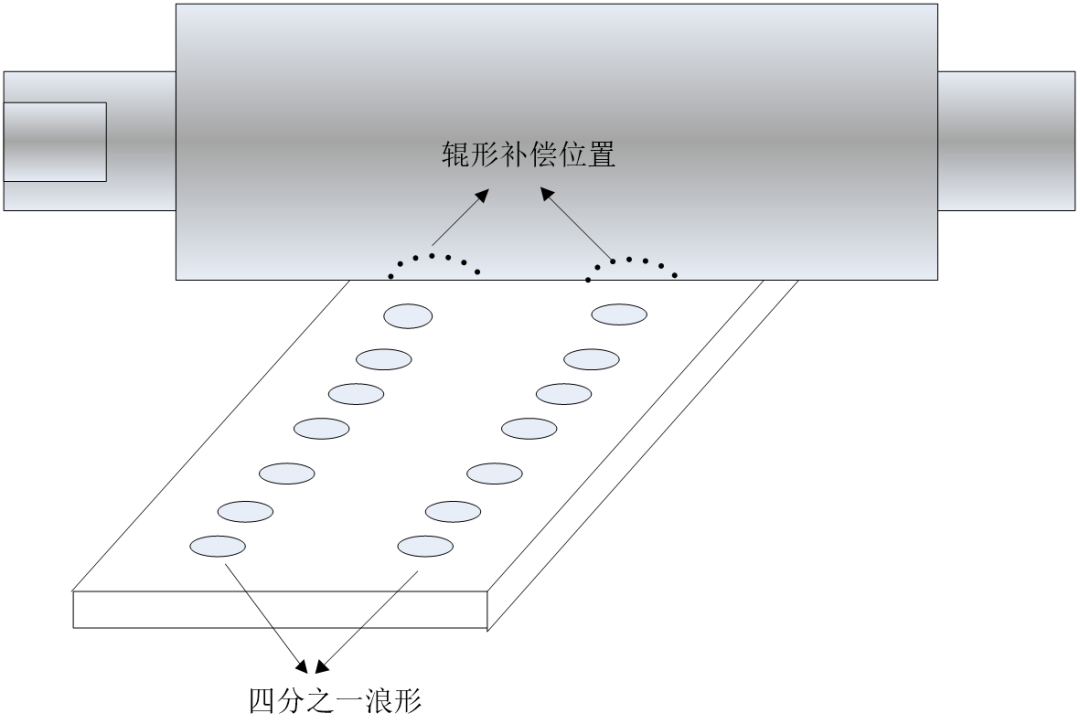

图4 MVC辊形工作原理
除上述先进辊形技术外,设计院公司还采用了自主开发的多种高精度板形模型,如考虑凸度优先或平坦度优先的多种凸度分配模型、基于交替差分算法的热辊形模型、兼顾多工况的轧辊磨损预报模型、考虑断面形状控制的高效变凸度工作辊窜辊模型、兼顾自由规程和轧制稳定性的常规凸度工作辊窜辊模型、考虑轧辊状态的多种板形自学习策略、动态板形控制算法等,不仅可以满足多种复杂工况的模型精度要求,还可以适应上下游机架不同的辊形配置,从而确保超宽幅轧机的板形控制质量。尤其对于2000mm以上宽幅带钢,凸度命中率达到97.47%,平坦度命中率达到99.11%。
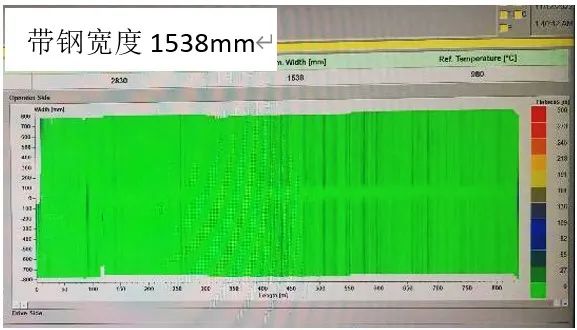
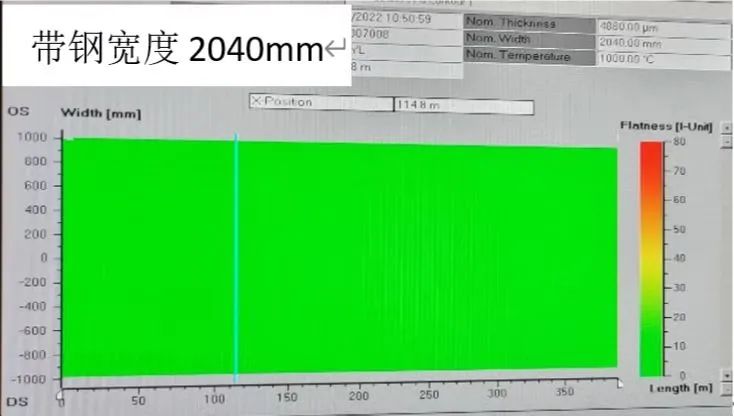
图5 窄规格和宽规格带钢的轧后平直度云图
随着超宽幅不锈钢板带产品的成功下线,进一步拓展了设计院公司板形控制系统的适用范围,验证了全幅宽板形控制系统的先进性和可靠性,为溧阳德龙金属科技有限公司的高质量发展注入强劲动力。
